Hi,
im Moment beschäftigt mich stark der Gedanke an einen möglichen Bohrautomaten, den ich dringend benötige, um weitere UniProKit-Teile herstellen zu können.
Ursprünglich hatte ich eigentlich vor, den OSEG-3D-Drucker oder ein Derivat davon für solche Zwecke gebrauchen zu können, aber nach ellenlangem Grübeln bin ich zu dem Schluss gelangt, das das so nicht geht, aus genau dem Grund, den ich auch schon in früheren Diskussionen vertreten habe: Ein 3D-Drucker ist ein Leichtgewicht, eine kleine Frässpindel zum Platinenfräsen kann man da sicherlich noch mit dranhängen, aber mehr geht nicht. Darum möchte ich parallel dazu ein weiteres Konzept verfolgen, bei dem andere Dinge im Vordergrund stehen, davon das Wichtigste: Präzision. Soll heissen, insbesondere im Gegensatz zu Geschwindigkeit. Für die UniProKit-Teile ist m.E. eine Präzision von 0.1mm das Minimum, aber schöner wäre 0.01mm. K.A: ob ich das schaffen kann, aber es scheint mir zumindest wert, sich mal damit zu beschäftigen und die Möglichkeiten auszuloten.
D.h., was auch immer man mit dem neuen Konzept erreichen kann (und natürlich kann man da auch einen Extruderkopf dranhängen), das Ding wird zunächst garantiert höllisch langsam sein. Ist mir aber egal, hauaptsache die Teile werden halbwegs genau gebohrt. Und zum Platinenfräsen ist hohe Genauigkeit sicher auch nicht verkehrt.
Hier ein paar Eckpunkte, wie ich mir das Teil in etwa vorstelle:
-
Grundprinzip einer Portalfräse, d.h., das Werkstück wird nicht bewegt, sondern das Portal bewegt sich überall hin. Ich hab mich dazu entschlossen, weil eine meiner Vorgaben ist, das man damit mindestens 1m lange Profilteile bohren kann, d.h., angestrebter Verfahrweg 1m x 20cm x10cm. Das Teil soll so lang wie nötig sein, dabei möglichst schmal und flach bzw. niedrig. Wenns anstatt 10cm Höhe 15cm werden könnten wäre das schön, aber ist nicht zwingend nötig.
-
Alle Achsen werden zunächst mit stinknormalen M8-Gewindestangen mit 1.25mm Steigung (deshalb höllisch langsam) angetrieben, oder bei passendem Budget meinetwegen auch mit Trapezspindeln (1.5mm Steigung). Später könnte man dann ev. noch versuchen, ob man etwas höhere Geschwindigkeit ohne allzugroße Verluste der bis dahin erzielten Präzision erreichen kann, indem man (mehrgängige) Trapezspindeln mit größerer Steigung verwendet.
-
Die lange Achse (Y) wird mit 2 Nema-23 Steppern mit ca. 1Nm Drehmoment angetrieben (hier wird immerhin das komplette Portal bewegt), ev. kann man hier sogar noch die Pololus als Treiber verwenden, auch wenns vermutlich sehr langsam wird. Die schmale X-Achse wird mit 1 Nema-23-Stepper angetrieben und das heben und senken des Portals, also die Z-Achse, mit 2 Nema-17 Steppern mit etwa 0.5 Nm. Somit könnte man mit etwas Glück vielleicht noch RAMPS als Steuerung verwenden.
-
Hohe Präzision soll durch ein aktives Positionsbestimmungssystem erreicht werden. Verwendung von Glasmasstab wäre ideal, aber ist leider auch ziemlich teuer, darum soll zunächst versucht werden, mit einer einfachen DIY-Lösung zumindest soviel Präzision wie möglich zu erzielen, dazu gleich mehr.
-
Wie auch beim OSEG-3D-Drucker sollten soviel wie möglich UniProKit-Bauteile verwendet werden, insbesondere der gesamte Protalaufsatz lässt sich damit wahrscheinlich realisieren. Nur bei der langen Y-Achse ist dies beim besten Willen nicht möglich, darum wird hier zugekauft und eine unterstützte Linearführung mit nach unten offenen Kugellagern verwendet.
-
Frässpindel: Kress 1050, das Ding wiegt 1.7Kg.
OK, soweit der Überblick.
Bezüglich der Positionierung kam mir folgendes in den Sinn: Ich hab mir kürzlich für 20,- EUR ein USB-Mikroskop gekauft, welches angeblich bis zu 500-facher Vergrößerung kann. Ausserdem hab ich hier schon seit einiger Zeit ein 1m langes Längenmaß aus Metall rumliegen, mit 0.5mm Skalenschritten. Die Toleranz beträgt laut DIN-Norm 0.1mm auf 1m Länge, das ist zwar nicht ganz so dolle, aber sollte zumindest reichen um das Prinzip zu erforschen und wenns klappt kann das Längenmaß später gegen eines mit einer höheren Genauigkeit ausgetauscht werden. Im übrigen sind die 0.1mm lediglich die vorgeschriebene Mindest-genauigkeit laut Norm, kann ja theoretisch sein, dass der Hersteller in der Realität noch etwas genauer gearbeitet hat.
Wieauchimmer, wenn es damit klappt hätte man auf jedenfall schonmal eine garantierte Positioniergenauigkeit von 0,1mm und das auf 1m Länge, das ist schonmal gra nicht soo schlecht, angesichts dessen, dass es bei einer solchen länge schon ein Problem für sich darstellt, mit welchen Messmitteln man das überhaupt prüfen will. Zumindest ich verfüge über keine solchen, aber falls einer weiss wo man ein 1m-Lineal mit einer Skalengenauigkeit von 0.001mm für unter 50,- EUR (oder meinetwegen auch 100,-EUR) kaufen kann, wäre ich interessiert, davon zu erfahren ![]()
OK, aber für den grundlegenden Aufbau spielt das erstmal keine Rolle.
Immerhin hab ichs schon geschafft für mein billig-USB-Mikroskop einen passenden Treiber unter Linux ausfindig zu machen und ans laufen zu bringen, aus Linux-Sicht ist das einfach eine USB-Cam wie jede andere auch, nur dass die halt noch ne billige Plastiklinse davorgeschaltet hat.
Hier ein paar erste Foddos davon:
bzw. für Originalgröße auf folgenden Link klicken:
http://wiki.opensourceecology.de/images/3/36/Usbmic2.png
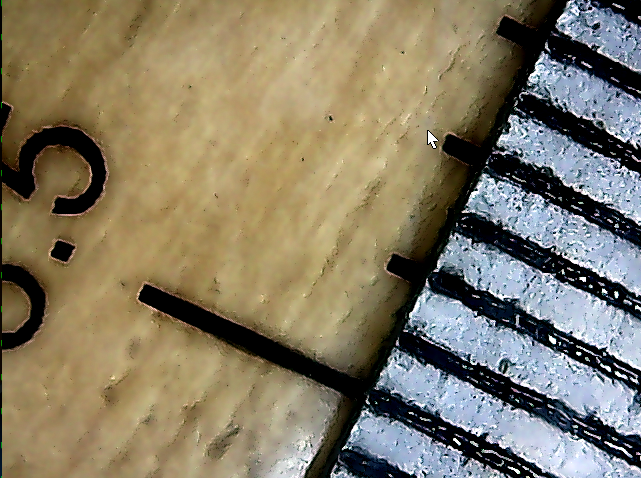
Im ersten Bild sieht man das metallene Längenmaß im rechten Bereich und im linken ein transparentes Plastikkärtchen mit einer Vergleichsskala (zum Mikroskopieren) welches ich dagegen gelegt habe, etwa um eine Art Zeigermarkierung zu simulieren und zu sehen, wie sich diese zu den Strichen auf der Skala des Längenmaßes verhält.
Interessant ist nun die Frage, wie man damit eine feinaufgelöste Positionierung erreichen kann. Meine Idee dabei ist folgende: Zunächst wird die Schlittenbewegeung mit Bordmitteln des Steppermotors so genau wie möglich ausgeführt. Der Backlash wird dabei entweder softwaremässig rausgerechnet, sofern man mit dem Ding auch richtig fräsen will (d.h., vor und zurück-fahren). Soweit es die reine Bohrfunktion angeht würde es aber auch reichen, zunächst die Null-Position anzufahren, bzw. diese sogar nach hinten zu überschreiten und dann wieder in die andere Richtung zu drehen, bis die Null-Position erreicht ist.
Alsdann kann man bequem die ganze Reihe ein Loch nach dem anderen bohren ohne das hier irgendein Richtungs- bzw. Lastwechsel erfolgt und somit auch kein Backlash aktiviert wird. Wenn das Profil mehrere parallele Bohrreihen erfordert, wie etwa bei den Flachprofilen, dann muss, bevor die nächste Reihe gebohrt wird, die Homing-Prozedur erneut durchgeführt werden. Dies ist nicht zunterschätzen, da es schätzungsweise ca. 5 min dauert, bis der 1m angefahren hat, aber ich sagte ja schon, das das System sehr langsam sein wird. Ich rechne mit etwa 200 U/min, das macht bei 1.25mm Steigung pro Umdrehung grad mal 25cm pro Minute und 4.16mm pro Sekunde.
Aber ich schwiff gerade ab, denn ich wollte eigentlich noch etwas zur Positionierung sagen. Die Cam kann ca. 30 Bilder pro Sekunde machen, aber ich schätze mal mit Bild abspeichern und Bildauswertung wird das Ganze möglicherweise zu langsam um die Skalen-Striche aktiv mitzuzählen. Daher sehe ich den geplanten Abluf so, dass man wie gesagt zunächst mit Bordmitteln des Steppers die gewünschte Position mit einer gegebenen Ungenauigkeit anfährt, die aber immerhin klein genug ist, um zumindest schon auf kleiner als 0.5mm genau nahe am Zielpunkt zu sein. Nun erfolgt die restliche genaue Positionierung mit Hilfe der Cam und einer entsprechenden Bildauswertung. (Die Steuerung unserer Augen funktioniert übrigens ähnlich, zunächst wird mit sogenanten schnellen Sakkaden (Augenbewegungen) der ungefähre Zielpunkt schnell angefahren und dann erfolgen eine oder mehrere langsame Sakkaden zu genauen Positionierung.)
Aber auch dieser Vorgang muss nicht jedesmal passieren, im Grunde würde es ja reichen, wenn in einer Art Kalibrierungsvorgang zunächst ein Skalenstrich nach dem anderen angefahren wird und man sich in einer Tabelle dann die benötigten Stepper-Schritte gemerkt hat. D.h., diese Tabelle enthält anschliessend für jeden einzelnen Skalenstrich die genaue Zahl an Stepper-Schritte ab der Home-Position, und ab da kann dann eine Position sozusagen blind, einzig aufgrund der Tabellenwerte angefahren werden. Und Positionen die zwischen den Skalenstrichen liegen können uaf Basis der Tabellenwerte natürlich rechnerisch ermittelt werden.
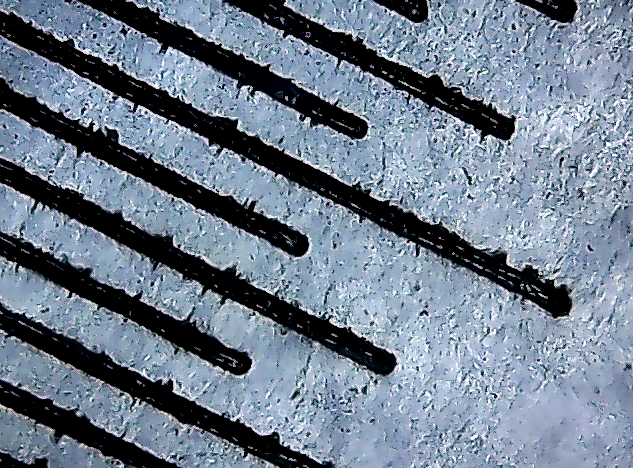
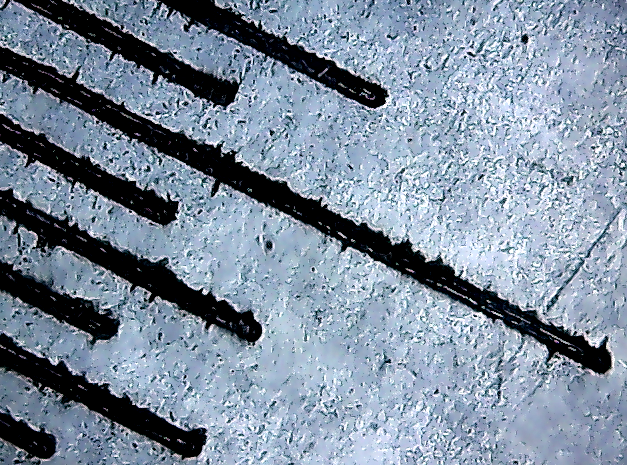
Die Bildauswertung erfolgt so, dass die Skalenstriche aufgrund der Vergrößerung nun seeehr dick sind, also jedenfalls mehrere Pixel dick. Wenn man nun einen virtuellen Strich von nur einem Pixel Dicke darüberlegt, sei es an der Kante oder in der Mitte und selbiges mit dem Zeigerstrich macht, dann kann man anschliessend durch Zugabe von einzelnen Stepperschritten beide Pixel-Striche in Übereinstimmung bringen und hat damit die maximal exakte Positionierung.
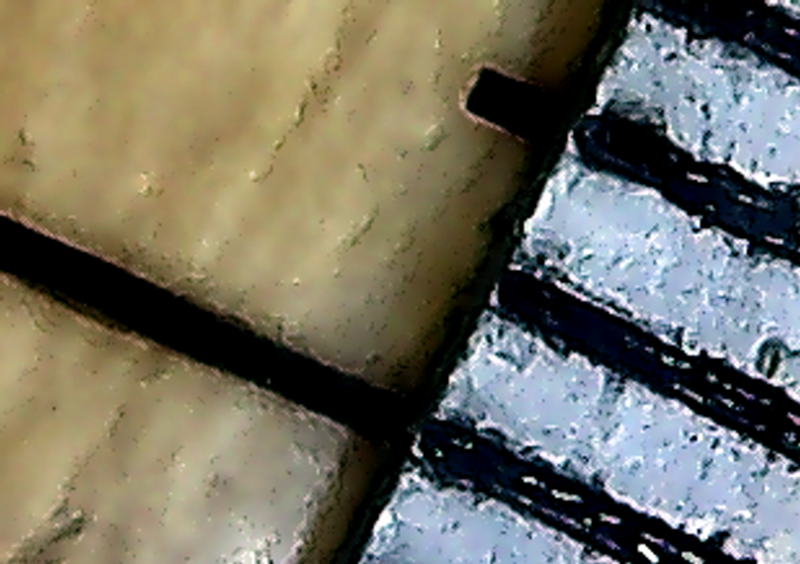
Ich vermute, die Hauptschwierigkeit wird darin liegen, den genauen Kantenverlauf zu ermitteln, denn, wie man auf den Fotos schon sehr gut sehen kann, sind die Kanten der Skalenstriche bei entsprechender Vergrößerung gar nicht mehr so glatt und gerade, sondern ziemlich rauh, ausgefranst und uneben. Aber mit einem guten Kantendetektionsalgorithmus sollte das weiter kein problem sein.
Bleibt die Frage, welche Genauigkeit denn nun mit der Cam erreicht werden kann. Dazu hab ich die obigen Fotos mal in Gimp reingeladen und gecheckt, mit wievielen Pixeln eine Strecke von 1mm aufgelöst wird. Dabei kam ich auf 140 Pixel / mm.
1mm / 140 = 0,007142857mm
d.h., zumindest bei dem was wir optisch sehen haben wir eine Genauigkeit von 0,007mm bzw. 7 Microns, das erscheint mir schonmal ganz ordentlich zu sein, zumindest wenn man es tatsächlich schafft, so genau zu positionieren, was von Seiten der Stepper und dem kleinen Gewindeanstieg von nur 1.25mm möglich sein sollte. Zur Erinnerung: 1 Umdrehung = 200 Schritte … d.h., im Vollschrittmodus, es gibt aber auch noch halb- viertel- achtel- und sogar sechzehntel-Schritt-Modus, dh., nei letzterem wären es 3200 Schritte pro Umdrehung, d.h. eine Auflösung von
1.25mm / 3200 = 0,000390625 mm, also rund 0.4 Microns bzw 400 Nanometer, was sich, wie ich finde, schon ziemlich cool anhört ![]()
Also von Motorseite her haben wir 0,4 Mü gegenüber 7 Mü in der Optik. Das reicht zunächst, wobei ich mir noch nicht ganz sicher bin ob sich die optische Auflösung nicht sogar noch deutlich verbessern lässt, aber das steht auf nem anderen Blatt, aber
7 / 0.4 = 17,5
das hört sich zunächst zwar ganz gut an, aaaber es zeigt andererseits auch schon die Grenzen an, wenn es irgendwann mal später um ein etwaige Geschwindigkeitsvergrößerung gehen sollte. Die kann man nur mit Spindeln größerer Steigung bewirken, aber damit verschlechtert sich die Motorauflösung entsprechend. Aber ok, vielleicht gibts da ja noch andere Möglichkeiten indem man den Motor noch besser ansteuert oder einen stärkeren Motor verwendet, vielleicht kann ich dadurch trotz der gegebenen Last (das ganze Portal-Gewicht) trotzdem irgendwie noch mehr als 200 u/min hinbekommen, k.A.
Jedenfalls hofe ich druch diese Zahlenspielereien schon mal einen gÜberblick geliefert zu haben, worum und um welche Größenordnungen es eigentlich geht und in welchen Bereichen wir uns bewegen. Für den Bohrautomaten ist eine gewisse Präzision unerlässlich und hat oberste Priorität, trotzdem hoffe ich, dass sich noch die eine oder andere Optimierungsmöglichkeit ergibt, so dass wir später noch etwas Spielraum für Geschwindigkeitsoptimierungen haben. Im Moment würde ich über den Daumen gepeilt schätzen, dass es locker ne Stund dauern kann, um 1m Profillänge mit einer Lochreihe zu versehen, damit könnte ich zur Not leben, aber eine Verbesserung um sagen wir mal Faktor 10 würde mich hochzufrieden machen ![]()
Naja, jetzt gehts aber erst mal daran, das ganze Ding in 3D zu konstruieren und nen vernünftigen Bauplan zu machen, ich hoffe meine Fingerübungen in FreeCad und Blender von neulich machen sich dabei bezahlt.
Gruss, Oliver